Rare machine faults happen but most fall into four categories
Vibration analysis can be simplified to a three-step process.
- Identify vibration peaks as they relate to a source component on the machine.
- Look for patterns in the data based on vibration rules.
- Measure the amplitude of the vibration peak to determine the severity of the fault.
Once the fault and severity are determined, a repair can be recommended and a work order generated. There are hundreds of faults, but most are infrequent or rarely seen. Instead of learning hundreds of rare faults, learn the four most common faults.
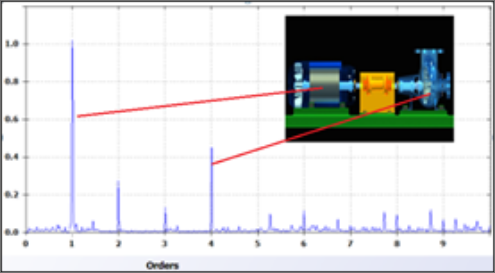
Every machine component produces a unique vibration signal. Signals displayed in the spectrum often form characteristic patterns. Pattern recognition is a key part of vibration analysis, but significant training and experience are necessary to recognize and read the patterns.
Time-saving tip
Don’t waste time analyzing the hundreds of rare machine faults when 90% of the time, rotating machines suffer from four common faults: misalignment, imbalance, looseness and bearing wear.
Here is a simple overview of the patterns used to recognize the four most common machine faults:
| Machine fault | Frequency and axis | Component found | Advanced severity | |||
|---|---|---|---|---|---|---|
| 1 | Imbalance | 1X – All radial directions | On affected component | Higher amplitude 1X | ||
| 2 | Misalignment | |||||
| Parallel | 2X – Radial and tangential | Both sides of coupling | Higher amplitude 2X | |||
| Angular | 1X - Axial | Both sides of coupling | Higher amplitude 1x | |||
| 3 | Looseness | 1X harmonics—all directions | On affected component | Higher harmonics | ||
| 4 | Roller bearings | Non integer—all directions | On affected component | Harmonic, sidebands, noise hump, noise floor | ||
The four most common machine faults
Imbalance
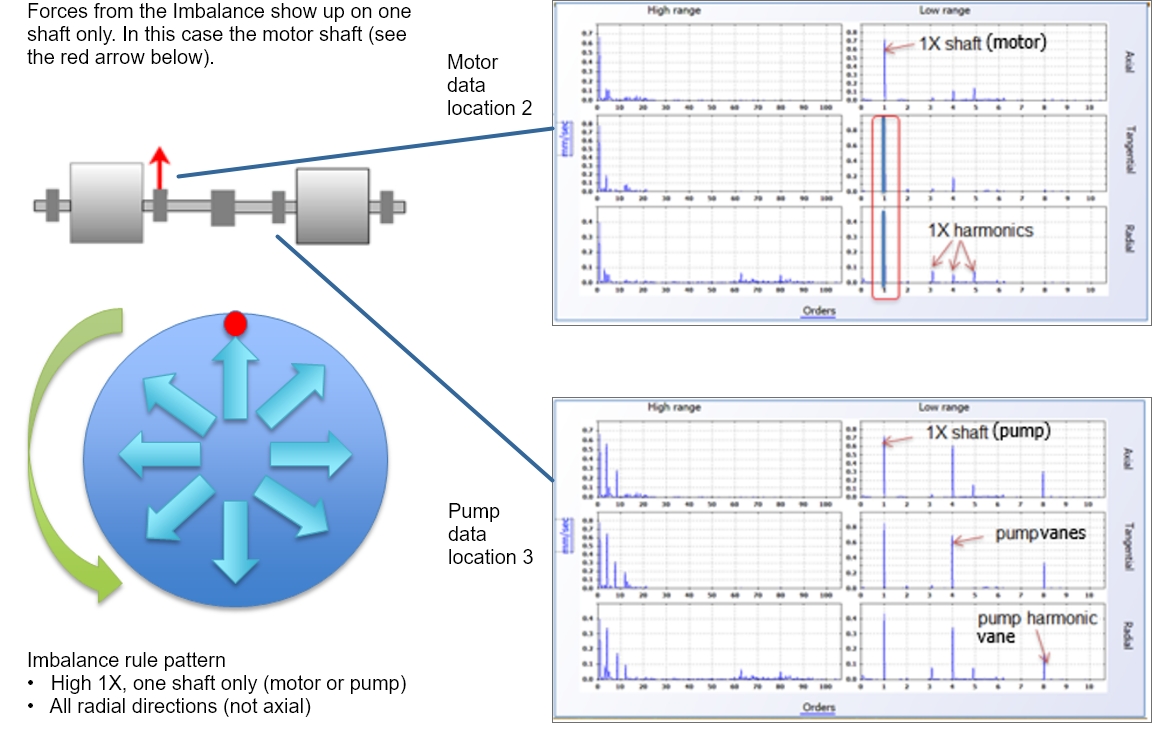
A heavy spot on the shaft causes forces in all radial directions that lead to excessive vibration and increase the wear of bearings, seals, etc.
Indications of imbalance are pretty straightforward: higher than normal 1X (shaft) vibration in the radial and tangential directions. Because 1X is best seen in the low range, look for imbalance by comparing the 1X peaks in the low range. If the 1X peaks grow over time in the radial and/or tangential directions—but not axial—then the fault is imbalance. The severity is determined by the amount of amplitude of the 1X peak over the baseline.
Misalignment
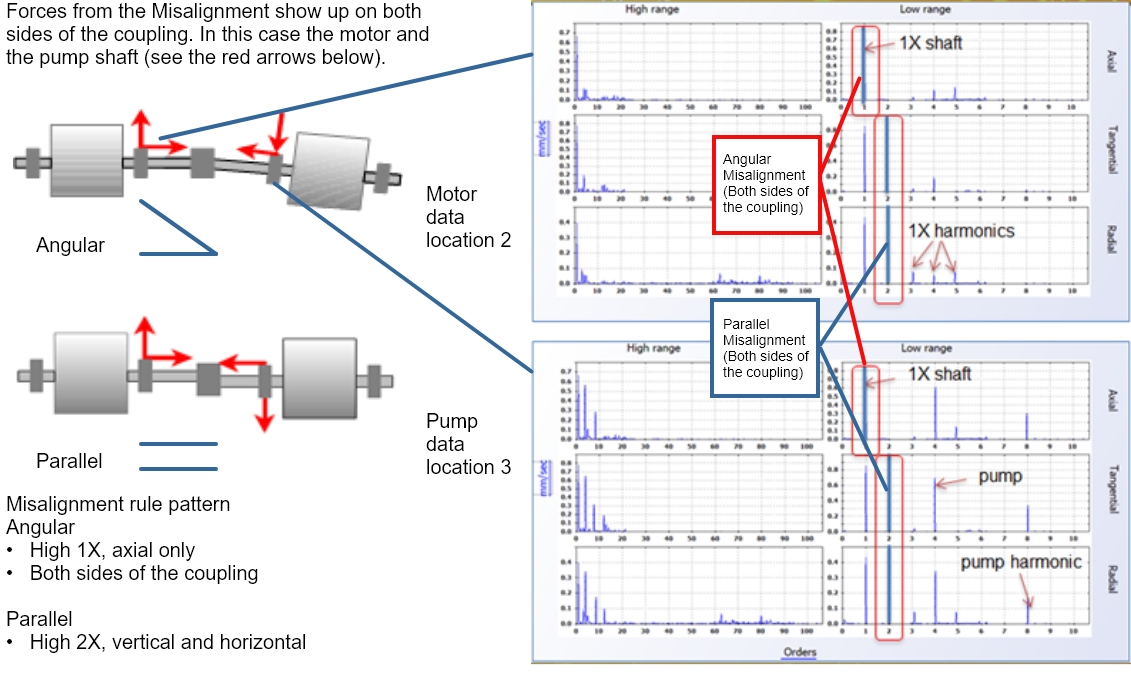
The axes of rotation of two shafts are not collinear when the machine is running under normal operating conditions. This leads to excessive vibration and increases the wear in bearings, seals, etc.
Indications of misalignment include higher than normal 1X (shaft) vibration in the axial direction and 2X in the radial/tangential directions. The increased peaks will be seen on both the motor and pump locations because misalignment is between the two shafts. Because the 1X and 2X peaks are best seen in the low range, look for misalignment by comparing the 1X and 2X peaks in the low range. If the peaks grow over time, then the fault is misalignment. The severity is determined by the amount of amplitude over the baseline.
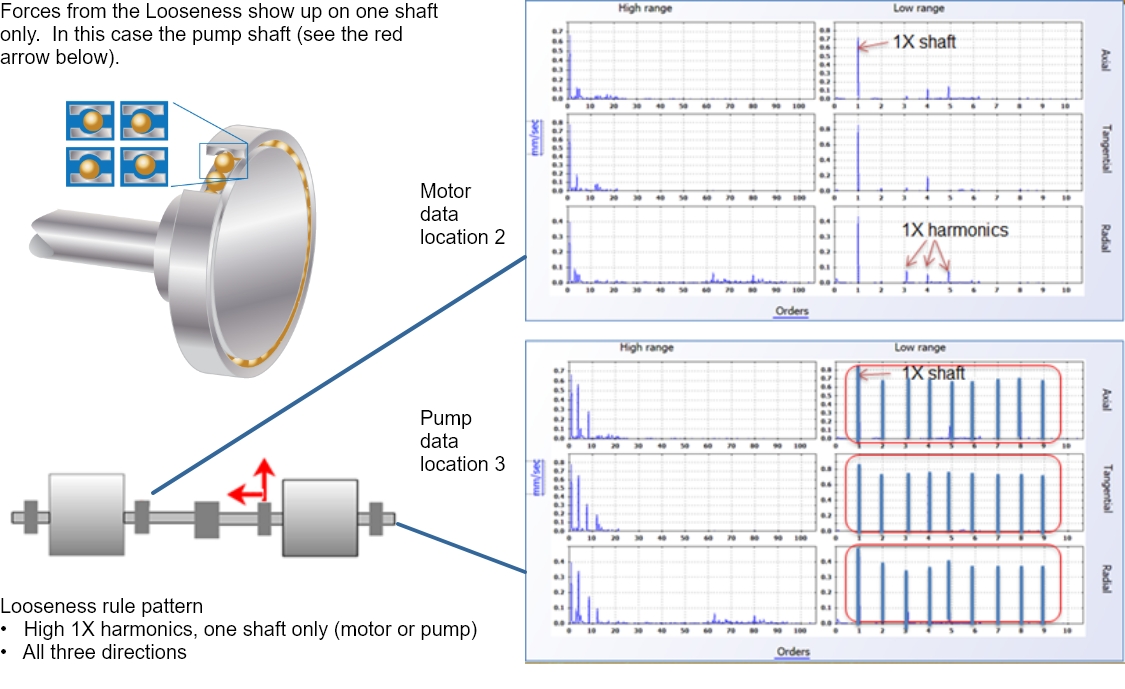
Looseness
The shaft, foundation, or a component has become loose, which causes forces that lead to excessive vibration and increase the wear of bearings, seals, etc.
Indications of looseness include higher than normal 1X harmonics in any direction. Because these harmonics are best seen in the low range, look for looseness by comparing the 1X harmonics in the low range. If the 1X harmonics grow over time in any or all directions, then the fault is looseness. The severity is determined by the amount of amplitude of the 1X harmonics over the baseline.
Bearing failure
Bearings will wear from excessive loads, other machine faults, poor lubrication or installation, etc. If not corrected, the bearings will eventually fail.
Indications of bearings can come and go. One month they are present, and the next they are not. We all know that bearings don’t get better—keep this in mind when diagnosing bearing faults. Look for non-integer peaks in any direction.
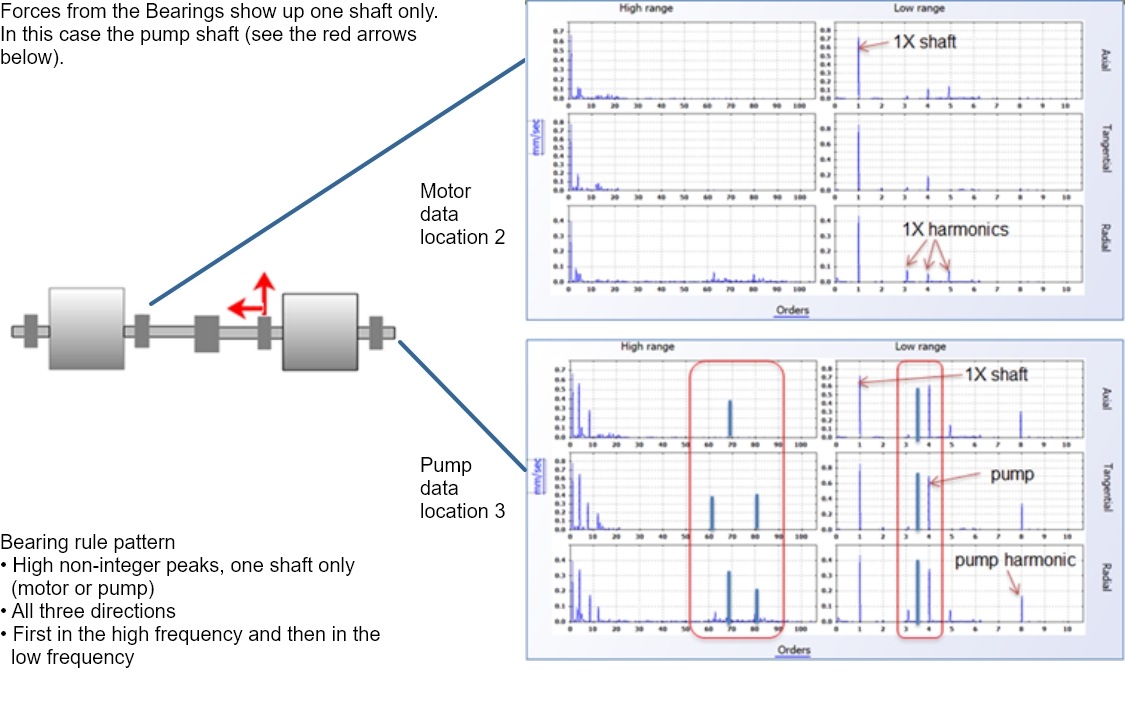
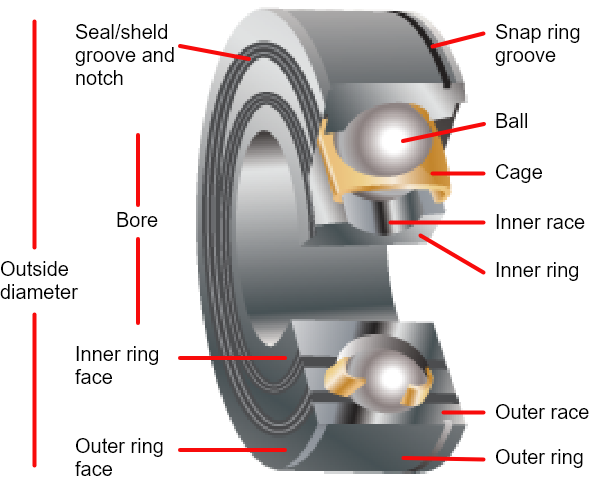
Why bearing frequencies are non-synchronous
The geometry of balls, cage, and races show up at different speeds—not a multiple of shaft speed. This means that non-synchronous peaks are typically from roller bearings. Many vibration programs need four bearing frequencies to diagnose bearing faults: Inner race, Outer race, Cage, and Ball Spin.